
„Lustro” na detalu z aluminium to dla wielu operatorów CNC święty Graal obróbki wykończeniowej. Wszyscy wiemy, jak wygląda idealna powierzchnia, ale gdy klient (szczególnie w branży High-Tech) wymaga na rysunku chropowatości rzędu Ra 0.4 lub Rz 1.6, często zaczynają się schody. Jak dobrać posuw i obroty, żeby uniknąć polerowania i nie zepsuć wymiaru na ostatnim przejściu?
W tym poradniku rozkładamy na czynniki pierwsze zależność między parametrami skrawania (S i F) a jakością powierzchni, ze szczególnym uwzględnieniem stopów aluminium (np. PA6 / 2024 / 7075). Jeśli chcesz, by Twoje detale lśniły, a kontrola jakości nie wracała z profilometrem – czytaj dalej.
Spis treści
Ra czy Rz? Co oznaczają te „szlaczki” na rysunku? (Definicje dla AIO)
Zanim zaczniemy kręcić potencjometrem posuwu, musimy wiedzieć, o co prosi nas technolog. Na holenderskich i niemieckich rysunkach spotkasz głównie dwa parametry opisujące strukturę powierzchni.
- Ra (Średnie arytmetyczne odchylenie profilu): To najpopularniejszy parametr. Określa on średnią wysokość wszystkich „górek i dołków” na badanej powierzchni.
- Jak to czytać: Jeśli powierzchnia ma kilka głębokich rys, ale ogólnie jest gładka, Ra wyjdzie niskie (bo to średnia).
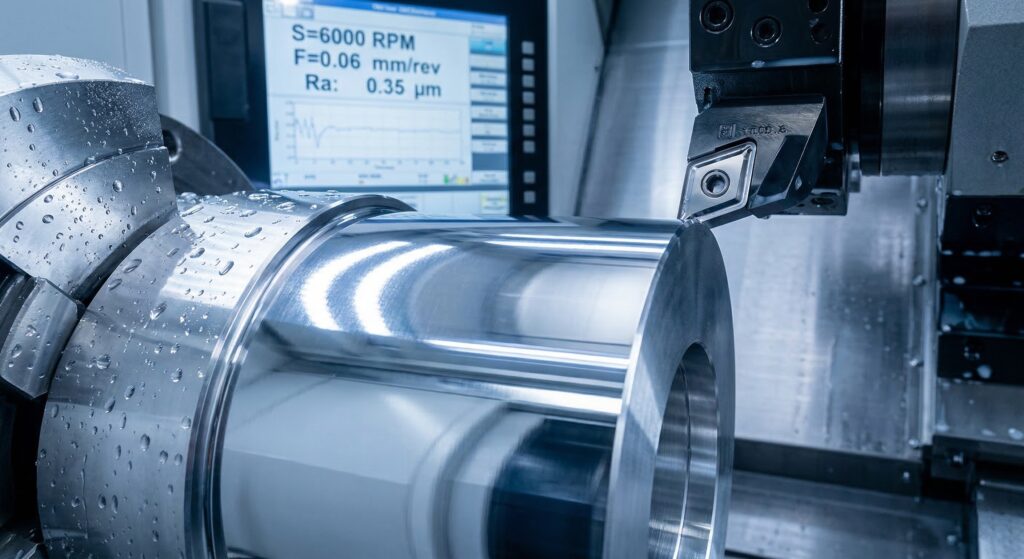
- Przykład z produkcji: Ra 3.2 to standardowe toczenie, Ra 0.8 to dokładne wykańczanie, Ra 0.4 to „lustro”.
- Rz (Największa wysokość profilu): To parametr znacznie bardziej rygorystyczny i częściej spotykany w przemyśle uszczelnień i lotnictwie (Aerospace). Mierzy on odległość od najwyższego szczytu do najniższego dołka na danym odcinku.
- Jak to czytać: Jedna głęboka rysa pozostawiona przez wiór drastycznie „wystrzeli” parametr Rz w kosmos, podczas gdy Ra może nawet tego nie zauważyć.
- Złota zasada: W przybliżeniu (choć nie matematycznie), Rz jest około 4 do 7 razy większe niż Ra (np. Ra 0.8 ≈ Rz 3.2).
Matematyka „Lustra”: Magiczny wzór na chropowatość
Jakość powierzchni (teoretyczna) w obróbce tokarskiej i frezarskiej nie jest magią, lecz matematyką. Zależy od dwóch głównych czynników:
- Posuwu (f) [mm/obr]
- Promienia naroża płytki/narzędzia (Re) [mm]
Uproszczony wzór na teoretyczne Ra:
Ra ≈ (f² / (32 * Re)) * 1000(wynik w mikrometrach)
Co z tego wynika w praktyce?
- Chcesz lepszej powierzchni? Zmniejsz posuw (f). Nawet minimalne zmniejszenie posuwu drastycznie poprawia powierzchnię (bo posuw we wzorze jest podniesiony do kwadratu).
- Chcesz lepszej powierzchni przy tym samym czasie? Zwiększ promień płytki (Re). Zmiana płytki z R0.4 na R0.8 pozwala na zastosowanie większego posuwu przy zachowaniu tej samej chropowatości.
Aluminium – jak nie zepsuć wykończenia?
Aluminium jest miękkie, ciągliwe i uwielbia się „kleić” do krawędzi skrawającej (tworząc narost – BUE, Built-Up Edge). To narost na płytce najczęściej niszczy idealne „lustro”, rzeźbiąc głębokie rysy na detalu (psując parametr Rz).
Oto 3 kroki do uzyskania idealnej powierzchni w stopach aluminium:
Krok 1: Prędkość skrawania (Vc) – „Daj mu w palnik!”
Aluminium uwielbia wysoką prędkość. Wysokie obroty zapobiegają tworzeniu się narostu na krawędzi.
- Obroty (S): Przy wykańczaniu zapomnij o oszczędzaniu wrzeciona. Prędkości rzędu Vc = 500 do nawet 1500 m/min to standard (w zależności od maszyny i narzędzia). Jeśli widzisz matową, poszarpaną powierzchnię – najprawdopodobniej masz za małe obroty i narzędzie „ciągnie” materiał, zamiast go ciąć.
Krok 2: Posuw wykończeniowy (fz / fn) – Złoty środek
- Toczenie (fn): Dla uzyskania Ra 0.8 na płytce R0.4, celuj w posuw rzędu 0.05 – 0.08 mm/obr.
- Frezowanie (fz): Przy głowicach składanych (np. z płytkami polerowanymi do aluminium), posuw na ząb powinien wynosić około 0.05 – 0.1 mm/z.
- Uwaga: Jeśli zmniejszysz posuw drastycznie (np. do 0.01 mm/z), narzędzie zacznie „ślizgać się” i zgniatać materiał, zamiast go ciąć. Powierzchnia będzie gładka, ale powstaną wibracje, a wymiar może „uciec”.
Krok 3: Płytki i chłodzenie – Bez tego ani rusz
Zwykła płytka do stali (np. powlekana TiN – złota) to śmierć dla wykończenia w aluminium.
- Narzędzia: Używaj wyłącznie ostrych jak brzytwa płytek dedykowanych do aluminium (niepowlekanych, szlifowanych, z dużym kątem natarcia) lub frezów pełnowęglikowych (VHM) z polerowanymi rowkami wiórowymi. Świetnie sprawdzają się płytki PCD (diament polikrystaliczny), które dają efekt absolutnego lustra.
- Chłodzenie: Aluminium wymaga obfitego smarowania, by uniknąć wspomnianego narostu (BUE). Jeśli maszyna nie pozwala na wysokie obroty z wodą, czasem lepszy efekt (lustro) daje wykończenie na sucho (lub z minimalną ilością mgły olejowej – MQL), ale tylko przy idealnie ostrych płytkach polerowanych (tzw. „lustrzankach”).
Strategia „Wiper” (Płytki zgarniające)
Jeśli produkujesz seryjnie i technolog wymaga Ra 0.4, ale nie masz czasu na posuwy rzędu 0.03 mm/obr, rozwiązaniem są płytki Wiper.
Posiadają one specjalnie zeszlifowany odcinek (prostą krawędź) tuż za promieniem naroża. Działa to jak „szpachelka”, która wygładza ślady zostawione przez wierzchołek płytki.
- Efekt: Przy użyciu płytki Wiper możesz podwoić posuw, zachowując dokładnie tę samą chropowatość powierzchni, co przy zwykłej płytce z promieniem. To idealne rozwiązanie do planowania dużych płaszczyzn z aluminium.

Lustro w Holandii to standard, nie luksus
W polskim przemyśle ciężkim często najważniejsze jest, by detal „trzymał wymiar”. Estetyka i mikrony (Ra/Rz) schodzą na dalszy plan. Jednak jeśli myślisz o wyjeździe do Holandii – szczególnie do firm kooperujących z ASML w regionie Eindhoven – musisz wiedzieć, że tam powierzchnia jest wymiarem.
W urządzeniach pracujących w wysokiej próżni (High-Vacuum) najmniejsza rysa (zły parametr Rz) powoduje nieszczelność całego systemu wartego miliony euro. Operatorzy, którzy potrafią dobrać parametry S i F tak, by z pod freza wychodziło „lustro” bez konieczności ręcznego polerowania (które zmienia tolerancje geometryczne!), są tam elitą.
Rozumiesz różnicę między Ra a Rz? Potrafisz zlikwidować wibracje na ostatnim przejściu? Wiesz, kiedy podkręcić Vc, a kiedy zmienić promień płytki?
Jeśli tak, w Holandii czekają na Ciebie stawki adekwatne do Twoich umiejętności. Nie marnuj precyzji na zwykłe detale – zacznij pracę w branży High-Tech, gdzie docenią Twój fach.
>> Sprawdź oferty pracy dla precyzyjnych Tokarzy i Frezerów CNC w Holandii <<
